数控系统中视频信号转换器应用指南

显示器概览 | 来源:江图科技

产品实拍 | 来源:江图科技
安装示意图 | 来源:江图科技
关键词:视频信号转换器、数控系统、信号转换、工业自动化
目标读者:CNC工程师、设备维护人员、工业控制系统集成商
一、数控系统为何需要视频信号转换器
目前仍在服役的许多数控机床,其显示接口与现代LCD显示器不兼容。需要信号转换的主要场景包括:
- CGA/EGA转VGA:老旧数控控制器输出的CGA(15kHz)或EGA(22kHz)信号无法直接驱动VGA LCD显示器
- 复合同步转独立H/V同步:部分系统输出RGBS(复合同步信号),需分离为RGBHV才能接入VGA显示器
- 扫描频率转换:将低扫描率信号转换为标准VGA时序(31.5kHz+)
- 数模转换:TTL电平数字信号必须转换为模拟VGA信号
二、数控系统中的信号类型
| 信号类型 | 频率 | 电压电平 | 连接器 | 适用FANUC系统 |
|---|---|---|---|---|
| CGA(TTL) | 行频15.75 kHz / 场频60 Hz | 数字 0/5V | 9针 D-Sub | FANUC 0-M、0-T(早期机型) |
| EGA(TTL) | 行频21.85 kHz / 场频60 Hz | 数字 0/5V | 9针 D-Sub | FANUC 0-TC、0-MC |
| RGBS(模拟) | 行频15-24 kHz / 场频50-60 Hz | 模拟 0.7Vpp + 复合同步 | BNC 或 HONDA | FANUC 16i、18i(部分型号) |
| RGBHV/VGA(模拟) | 行频31.5-48 kHz / 场频60-75 Hz | 模拟 0.7Vpp + 独立同步 | HONDA 20针 / HD15 | FANUC 0i、16i、18i |
2.1 信号标准对比表
| 信号标准 | 行频 | 场频 | 同步类型 | 最大分辨率 | 色彩深度 |
|---|---|---|---|---|---|
| CGA | 15.75 kHz | 60 Hz | 复合同步(TTL) | 640 x 200 | 4色(16色调色板) |
| EGA | 21.85 kHz | 60 Hz | 独立同步(TTL) | 640 x 350 | 16色(64色调色板) |
| RGB(模拟) | 15-24 kHz | 50-60 Hz | 绿同步/独立同步 | 640 x 480 | 无限(模拟) |
| RGBHV | 31.5-64 kHz | 60-85 Hz | 独立H/V同步(TTL) | 1024 x 768 | 无限(模拟) |
| VGA(标准) | 31.5 kHz | 60-75 Hz | 独立H/V同步(TTL) | 640 x 480 | 256+色(模拟) |
理解同步类型至关重要:复合同步将行场时序合并到一根信号线上传输,而独立同步使用专用的行同步(H)和场同步(V)线。大多数工业LCD显示器和转换器需要独立的H/V同步(RGBHV)。
三、转换器选型标准
3.1 输入/输出兼容性
| 选型因素 | 要求 | 验证方法 |
|---|---|---|
| 输入信号类型 | 必须与CNC控制器输出匹配 | 查阅控制器手册或用示波器测量 |
| 输出分辨率 | 必须匹配LCD显示器原生分辨率 | 查看LCD规格参数 |
| 刷新率 | 最低60 Hz,与CNC帧率兼容 | 在FANUC系统参数中验证 |
| 扫描率处理 | CGA/EGA输入需行倍频处理 | 通过测试图案显示验证 |
3.2 环境要求
- 工作温度:车间环境需 -20℃ 至 +70℃
- 电源供应:12-36 VDC 宽电压范围,兼容PLC/控制柜供电
- EMC合规:符合 IEC/EN 61326-1 Class 2 工业环境标准
- 抗振性能:符合 IEC 60068-2-6 机床环境要求
- MTBF:≥ 50,000小时,满足7x24小时连续运行
3.3 按CNC品牌划分的转换器选型指南
| CNC品牌 | 常见控制器型号 | 输出信号 | 推荐转换器 | 备注 |
|---|---|---|---|---|
| FANUC | 0-M、0-T、0-TC、0-MC | CGA / EGA(TTL) | JTX-CVR-001 / JTX-CVR-002 | 早期型号使用9针D-Sub;较新的0i系列使用RGBHV |
| FANUC | 16i、18i、21i、0i-D/F | RGBHV(模拟) | JTX-CVR-003 | 需同步分离器;常使用HONDA 20针连接器 |
| 三菱 | M700V、M70、E70、C70 | RGB(模拟)+ 复合同步 | JTX-CVR-003 | 部分型号输出15 kHz RGB;请查阅维修手册确认引脚定义 |
| 三菱 | M50、M64、M65、Meldas 500 | CGA / EGA(TTL) | JTX-CVR-004 | 推荐双输入自动检测型;需验证同步极性 |
| 西门子 | Sinumerik 810D、840D | TTL RGB + VSYNC | JTX-CVR-005 | 6位并行RGB;JTX-CVR-005提供所需DAC转换 |
| 西门子 | Sinumerik 828D、840D sl | DVI / LVDS(数字) | 无需转换器(直连LCD) | 新型号使用数字接口,无需转换器 |
购买转换器前,请务必确认您具体控制器版本和输出连接器引脚定义。FANUC和三菱在不同生产年份使用了多种连接器标准。订购时请联系江图科技索取接线图。
四、安装最佳实践
- 安装前准备:在做出任何更改前,记录所有现有电缆连接和系统参数
- 电源隔离:连接或断开显示器电缆前务必关闭CNC机床电源
- 电缆布线:信号电缆应与电机动力电缆和伺服驱动器保持距离,最大限度减少电磁干扰
- 接地处理:确保转换器正确接地,防止地环路和信号噪声
- 防振安装:在电气柜内使用减振支架固定转换器
- 标识管理:对所有连接进行标识,记录转换器型号和设置参数,便于日后维护
4.1 安装检查清单
| 步骤 | 任务 | 所需工具 | 预估时间 | 备注 |
|---|---|---|---|---|
| 1 | 切断电源并执行上锁挂牌(LOTO) | 锁定套件、验电器 | 5分钟 | 操作前确认零能量状态 |
| 2 | 拆除原有CRT显示器,记录所有电缆连接 | 螺丝刀套装、相机 | 15分钟 | 断开前对所有连接器拍照留存 |
| 3 | 确认CNC控制器视频输出信号类型和引脚定义 | 万用表、示波器(可选) | 10分钟 | 测量H/V同步电平;TTL为0-5V,模拟为0.7Vpp |
| 4 | 使用DIN导轨或支架在电气柜内安装转换器 | DIN导轨卡扣、螺丝刀 | 10分钟 | 远离驱动变频器和强电流电缆 |
| 5 | 连接CNC控制器至转换器的输入电缆 | 压线钳(如需定制电缆) | 10分钟 | 模拟RGB信号请使用屏蔽双绞线 |
| 6 | 将转换器输出连接至LCD显示器,上电测试 | 无 | 5分钟 | 若无显示,检查转换器上的同步极性开关 |
| 7 | 调整显示位置、尺寸和相位,固定所有电缆 | 小平口螺丝刀(调节电位器) | 10分钟 | 如有内置测试图案功能请优先使用;记录最终设置 |
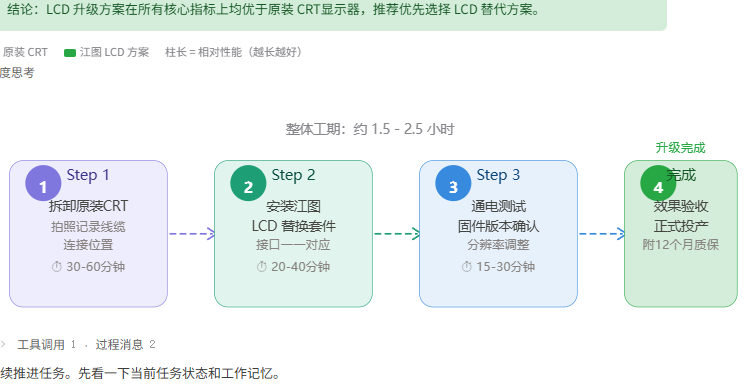
五、分步安装指南
按以下编号步骤完成完整的CNC CRT转LCD视频信号转换器安装。本指南假设已根据您的CNC控制器输出信号类型选好了正确的转换器型号。
- 准备工作区和工具。备齐所需工具:用于电压验证的万用表、螺丝刀(十字和一字)、扎带、用于定制线缆接头的压线钳、DIN导轨安装卡扣(若转换器支持DIN导轨安装),以及用于记录原始连接的数码相机。确保电气柜内有充足的照明。
- 执行电气安全闭锁。通过主电源断路器关闭CNC机床。安装上锁/挂牌装置,并用万用表确认控制器电源端子处电压为零。等待至少3分钟,让内部电容器充分放电。切勿仅依赖机床电源开关。
- 识别并记录现有显示连接。拆下CRT显示器面板或检修盖。在断开任何连接前,为每一根电缆及其连接器拍照。记录线缆颜色和引脚位置——许多CNC控制器采用不遵循标准颜色代码的定制布线。对照江图科技兼容性矩阵中的已知引脚定义图,核对控制器型号。
- 验证视频信号参数。解除闭锁后给机器上电进行测试,使用示波器测量控制器视频输出接口的行同步频率和场同步频率,确认信号符合第2节所述的规格。如果使用TTL电平信号(0-5V),确保转换器配置为TTL输入;如果是模拟信号(0.7Vpp RGB),相应设置转换器。
- 安装转换器并布置线缆。使用附带的DIN导轨卡扣或安装支架,将转换器安装在电气柜内部。视频信号电缆与电机动力电缆或伺服驱动电缆之间保持至少10厘米间距,以防止电磁干扰。RGB信号线使用屏蔽双绞线,屏蔽层仅单端接地以避免地环路。
- 连接并上电进行初步测试。将CNC控制器的视频输出连接至转换器输入端,再将转换器输出连接至新的LCD显示器。接通电源观察显示情况。若无图像显示,检查转换器的同步极性DIP开关——部分FANUC和三菱控制器输出负极性同步脉冲,必须与之匹配。若图像垂直滚动,调节场同步(V-hold)或在复合同步与独立同步模式之间切换。
- 微调并固定安装。使用转换器板载电位器(如有配备)或OSD菜单,调节水平位置、垂直位置、图像尺寸和相位/时钟,获得清晰、稳定的显示效果。让CNC机床完成完整开机循环,运行一个示例程序确认显示在负载状态下保持稳定。用扎带固定所有线缆,在每根线缆两端贴上标签,关闭电气柜。
安装完成后,让机器连续运行至少4小时以验证显示稳定性。电气柜内的热膨胀可能影响连接器接触——在初始老化期结束后,请重新拧紧所有螺钉端子。
六、江图科技转换器产品线
| 型号 | 输入 | 输出 | 主要功能 | 价格 |
|---|---|---|---|---|
| JTX-CVR-001 | CGA(15kHz) | VGA(31kHz) | 自动行倍频,即插即用 | CNY 850 |
| JTX-CVR-002 | EGA(22kHz) | VGA(31kHz) | 自动行倍频,宽电压 | CNY 880 |
| JTX-CVR-003 | RGBS | RGBHV/VGA | 同步分离,可调位置 | CNY 750 |
| JTX-CVR-004 | CGA+EGA(双输入) | VGA | 自动检测输入类型 | CNY 950 |
| JTX-CVR-005 | TTL RGB | VGA | 6位DAC,支持64色 | CNY 720 |
所有型号均具备:-20℃ 至 +70℃ 工作温度范围、12-36 VDC供电、MTBF ≥ 50,000小时、CE/UL认证。
技术咨询请联系 深圳市江图科技有限公司:[email protected]
