工业控制器显示器故障排查与维修指南
显示器概览 | 来源:江图科技

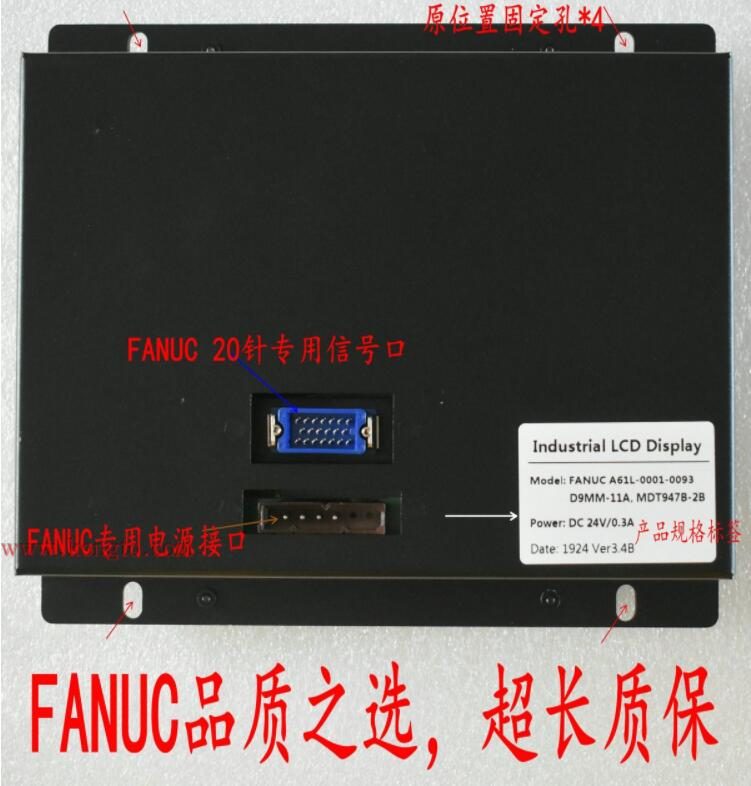
产品实拍 | 来源:江图科技
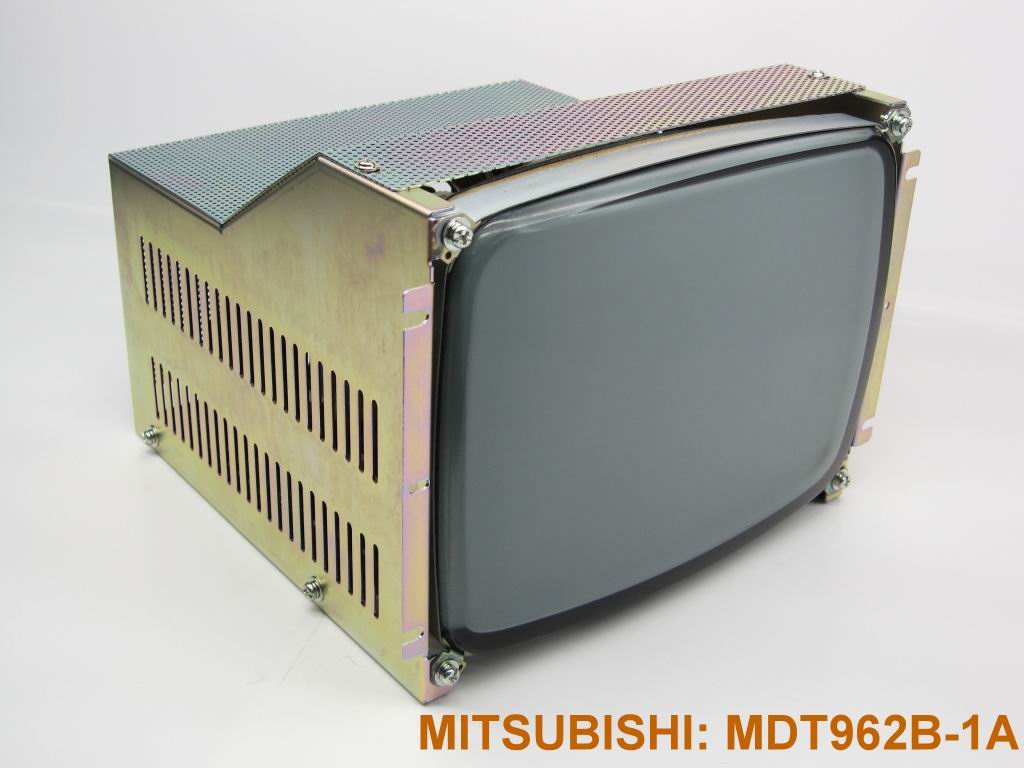
安装视图 | 来源:江图科技
关键词:工业显示器故障排查、CNC显示屏故障、预防性维护、显示维修方案
适用读者:CNC维修工程师、工厂设备管理人员、工业自动化技术人员
1. 常见显示故障分类
| 故障类型 | 症状表现 | 常见原因 | 风险等级 |
|---|---|---|---|
| 无显示 / 黑屏 | 开机后屏幕保持黑暗 | 电源故障、背光故障、信号线断开 | 严重 |
| 闪烁 / 间歇性显示 | 屏幕闪烁或间歇性变暗 | 连接器松动、电源电容老化、EMI干扰 | 高 |
| 色彩失真 | 颜色显示异常、色偏或缺少某色 | 信号线引脚损坏、显卡板故障、磁场干扰 | 中 |
| 图像几何变形 | 图像拉伸、压缩或偏移 | CRT老化(针对CRT显示器)、信号时序不匹配 | 中 |
| 坏点 / 线条 | 永久性亮点/暗点或水平/垂直线条 | LCD面板缺陷、驱动IC故障 | 低-中 |
| 显示亮度不足 | 即使调至最大亮度屏幕仍偏暗 | CRT荧光粉老化或LCD背光衰减 | 中 |
2. 错误代码参考表
许多CNC控制器和工业显示器会通过诊断接口报告特定的错误代码。下表列出常见的显示相关错误代码及其含义。
| 错误代码 | 系统 | 含义 | 可能原因 | 解决方案 |
|---|---|---|---|---|
| 401 | FANUC | 显示单元无响应 | 通信电缆故障或显示板电源故障 | 检查显示器24V直流电源;重新插拔HONDA 20芯电缆 |
| 402 | FANUC | 视频信号同步丢失 | 视频电缆损坏或显卡输出故障 | 更换VGA/RGB线缆;用已知正常的信号源测试 |
| SW0200 | Siemens 840D | 操作面板:面板链接错误 | OPI总线电缆断开或终端电阻缺失 | 验证OPI电缆通断;检查总线终端匹配 |
| SW1200 | Siemens 840D | 显示初始化失败 | 背光逆变器故障或LCD驱动板故障 | 测量背光电压;必要时更换逆变器板 |
| P/S 100 | Mitsubishi M70 | CRT/LCD单元报警 | 内部显示板过热或电压跌落 | 检查散热风扇;测量显示PCB上的5V和12V电源轨 |
| P/S 110 | Mitsubishi M70 | 视频数据链接错误 | 控制器与显示器间的排线松动或损坏 | 重新插拔排线;检查是否有撕裂或触点弯折 |
| EX1264 | Mazak Matrix | 显示模块通信超时 | 到显示模块的RS-232/422串行链路故障 | 更换串行线缆;检查波特率设置是否匹配 |
| ALM 03 | Okuma OSP | CRT水平偏转故障 | 水平输出晶体管短路或行输出变压器故障 | 仅限CRT机型:更换水平输出晶体管;建议考虑LCD改造 |
注意:不同制造商和控制器代际的错误代码编号有所不同。请务必对照具体设备的维修手册确认代码的确切定义。
3. 系统化诊断流程
步骤1:外观检查
- 检查所有线缆连接是否松动或损坏
- 检查显示器外壳是否有物理损坏、变色或烧灼痕迹
- 查看电源指示灯状态
- 留意异常声音(CRT嗡嗡声=高压问题;继电器咔哒声=电源反复启停)
- 检查裸露电路板上是否有电容鼓包或©液
步骤2:电源测试
- 测量显示器电源接口处的输入电压(应为24V DC ±5%)
- 用示波器检查电源纹波(应小于100 mV p-p)
- 验证电源电流消耗(电流过大=内部短路;电流过小=断路)
- 带载测试:正常工作的10.4英寸LCD在24V DC下通常消耗0.8-1.2A
步骤3:信号路径验证
- 用已知完好的信号线替换当前线缆
- 使用不同的信号源测试(如VGA测试图案发生器)
- 检查HONDA 20芯连接器引脚是否有弯折、腐蚀或退缩
- 测量显示器输入端的信号电压:典型RGB信号在75欧姆端接线上为0.7V p-p
- 检查同步信号是否正常:水平同步频率取决于显示模式,应在15-70 kHz范围内
步骤4:隔离测试
- 断开原有显示器,在CNC信号输出端接入独立显示器测试
- 如果独立显示器正常工作,问题出在原显示器单元
- 如果独立显示器也显示异常,问题出在CNC显卡或线缆路径
- 逐段替换线缆:先内部线束,再外部电缆,最后适配板
步骤5:诊断流程表
使用以下决策表快速缩小常见显示故障的根本原因。
| 症状 | 首先检查 | 可能原因 | 解决方案 |
|---|---|---|---|
| 屏幕完全黑暗,电源指示灯不亮 | 机器的其他部件能否正常上电? | 显示电源电路保险丝熔断(通常为2-5A慢熔型) | 更换保险丝;如再次熔断,检查显示PCB上是否有电容或稳压器短路 |
| 屏幕黑暗,电源指示灯常亮 | 用手电筒斜向照射屏幕观察 | 背光故障但LCD/CRT仍接收信号(常见于使用超过5年的LCD) | 检查背光逆变器输出电压;更换CCFL/LED灯条或逆变器板 |
| 屏幕黑暗,电源指示灯闪烁 | 计数闪烁模式和频率 | 控制板故障——特定闪烁码指示内存、背光或面板错误 | 查阅LED闪烁码表(因制造商而异);更换控制板 |
| 图像闪烁不稳 | 轻拍机壳,闪烁是否随振动变化? | 内部排线松动或连接器老化;电源滤波电容性能下降 | 打开显示器重新插拔所有内部连接器;更换电源板上的电解电容 |
| 图像存在但混乱/花屏 | 图像是完全随机还是显示部分数据? | 信号时序不匹配(分辨率/刷新率错误);线缆中数据线损坏;显卡故障 | 验证CNC视频输出时序是否在显示器支持范围内;更换信号线 |
| 屏幕出现垂直线条 | 线条位置固定还是漂移? | 固定线条=LCD驱动IC(COG/COF)故障;漂移=信号干扰 | 固定线条:需更换LCD面板。漂移:检查线缆屏蔽和接地 |
| 图像过亮/发白 | 能否通过OSD菜单调节? | 对比度电压异常;CRT视频放大器晶体管偏置偏移;LCD伽马电压错误 | 若OSD调节无效,需在显示PCB级别进行故障排查 |
| 图像偏移,无法居中 | 图像一侧或多侧是否有黑边? | 水平/垂直同步极性不匹配;CRT偏转线圈移位;自动调整电路故障 | 通过OSD尝试自动调整;CRT需调整偏转线圈位置;LCD需检查EDID时序 |
4. 常见故障解决方案
4.1 CRT显示器故障
| 故障 | 解决方案 | 费用估算 | 建议措施 |
|---|---|---|---|
| CRT画面暗淡/偏暗 | 更换为LCD(推荐)或更换CRT显像管 | CNY 800-3,500 | LCD改造(长期成本更优) |
| 高压打火/电弧 | 更换行输出变压器(FBT) | CNY 500-1,200 | 建议改为LCD改造 |
| 色纯度/会聚漂移 | 重新校准CRT偏转线圈上的会聚磁环 | CNY 200-400 | 临时修复;随CRT老化会复发 |
| 无光栅(无可见扫描线) | 检查CRT灯丝是否发光;若不亮则更换 | CNY 100-300 | 若CRT显像管已达寿命终点,LCD改造更经济 |
4.2 LCD显示器故障
| 故障 | 解决方案 | 费用估算 |
|---|---|---|
| 背光故障(CCFL/LED) | 更换LED背光模组或CCFL灯管 | CNY 200-500 |
| 逆变器板故障(无背光) | 更换逆变器板 | CNY 300-600 |
| 驱动板故障(无图像) | 更换驱动/缩放板或整个LCD单元 | CNY 500-2,000 |
| 坏点(聚集>5个) | 更换LCD面板 | CNY 1,000-2,500 |
| 触摸屏无响应(如配备) | 重新校准或更换触摸面板 | CNY 300-800 |
4.3 实际故障排查案例
案例1:FANUC 0i-MD加工中心间歇性黑屏。
一台搭载2015年款FANUC 0i-MD控制器的10.4英寸LCD出现间歇性黑屏,每次持续1-3秒,每隔15-30分钟发生一次。黑屏期间机床继续运行。诊断系统未记录任何控制器报警。
调查过程:测量显示器电源输出,空载时为24.1V DC,带载时为23.8V,均在规格范围内。然而,示波器显示24V电源轨上存在450 mV p-p的100 Hz纹波——远超可接受的100 mV p-p阈值。纹波来自机床I/O电源模组中老化的滤波电容。
解决方案:更换I/O电源板上的470 uF / 50V电解电容。纹波降至35 mV p-p。黑屏问题完全消除。零件总成本:不到人民币20元。
一台搭载2015年款FANUC 0i-MD控制器的10.4英寸LCD出现间歇性黑屏,每次持续1-3秒,每隔15-30分钟发生一次。黑屏期间机床继续运行。诊断系统未记录任何控制器报警。
调查过程:测量显示器电源输出,空载时为24.1V DC,带载时为23.8V,均在规格范围内。然而,示波器显示24V电源轨上存在450 mV p-p的100 Hz纹波——远超可接受的100 mV p-p阈值。纹波来自机床I/O电源模组中老化的滤波电容。
解决方案:更换I/O电源板上的470 uF / 50V电解电容。纹波降至35 mV p-p。黑屏问题完全消除。零件总成本:不到人民币20元。
案例2:Siemens 840D OP010操作面板断电重启后显示花屏。
在一次计划性停机维护后,Siemens 840D配OP010面板在启动时显示乱码和图形花屏。该面板通过OPI总线通信。
调查过程:发现OPI总线电缆在控制器端的DB9接头松动——其中一颗固定螺丝缺失,导致连接器部分脱离,造成总线上的数据间歇性损坏。
解决方案:拧紧DB9连接器(用标准M3x10mm螺纹螺柱替代缺失螺丝)。执行完全断电重启。显示恢复正常。预防措施:在两个OPI连接器螺丝上涂抹螺纹锁固胶以防止日后松动。
在一次计划性停机维护后,Siemens 840D配OP010面板在启动时显示乱码和图形花屏。该面板通过OPI总线通信。
调查过程:发现OPI总线电缆在控制器端的DB9接头松动——其中一颗固定螺丝缺失,导致连接器部分脱离,造成总线上的数据间歇性损坏。
解决方案:拧紧DB9连接器(用标准M3x10mm螺纹螺柱替代缺失螺丝)。执行完全断电重启。显示恢复正常。预防措施:在两个OPI连接器螺丝上涂抹螺纹锁固胶以防止日后松动。
案例3:Mitsubishi M70 CRT显示器严重偏绿。
一台2007年款Mitsubishi M70控制器配套的原装9英寸CRT显示器在数月内逐渐偏向绿色调。OSD色彩调整无法完全校正该问题。
调查过程:测量CRT视频放大器板的RGB驱动电压。红色枪驱动电压为45V,而非预期的60V;绿色为62V(正常值);蓝色为55V。红色驱动晶体管因近18年近乎持续运行的热循环而性能衰减。
解决方案:客户未选择采购难以找到的18年历史的视频放大器晶体管,而是选择了CRT转LCD改造套件。LCD转换完全解决了色偏问题,增加了OSD几何控制功能,并消除了操作员长期抱怨的亮度不足问题。能耗从65W(CRT)降至18W(LCD)。
一台2007年款Mitsubishi M70控制器配套的原装9英寸CRT显示器在数月内逐渐偏向绿色调。OSD色彩调整无法完全校正该问题。
调查过程:测量CRT视频放大器板的RGB驱动电压。红色枪驱动电压为45V,而非预期的60V;绿色为62V(正常值);蓝色为55V。红色驱动晶体管因近18年近乎持续运行的热循环而性能衰减。
解决方案:客户未选择采购难以找到的18年历史的视频放大器晶体管,而是选择了CRT转LCD改造套件。LCD转换完全解决了色偏问题,增加了OSD几何控制功能,并消除了操作员长期抱怨的亮度不足问题。能耗从65W(CRT)降至18W(LCD)。
案例4:Okuma OSP-P200间歇性水平线条缺失。
一台Okuma OSP-P200车床配备的12.1英寸LCD屏幕在距顶部约3英寸处出现一条由坏点组成的水平线。该线条在寒冷早晨出现,但运行20-30分钟后消失。
调查过程:间歇性特征提示热膨胀问题。LCD面板的TAB绑定驱动IC(COF——Chip-on-Flex,薄膜上芯片)在键合界面处有一条微裂纹,面板加热后略微膨胀时才能建立接触。
解决方案:测试期间用非导电塑料工具对COF区域施加轻微压力,缺失的线条暂时恢复,确认了诊断结论。更换了LCD面板。损坏面板送交回收。总停机时间:2小时。
一台Okuma OSP-P200车床配备的12.1英寸LCD屏幕在距顶部约3英寸处出现一条由坏点组成的水平线。该线条在寒冷早晨出现,但运行20-30分钟后消失。
调查过程:间歇性特征提示热膨胀问题。LCD面板的TAB绑定驱动IC(COF——Chip-on-Flex,薄膜上芯片)在键合界面处有一条微裂纹,面板加热后略微膨胀时才能建立接触。
解决方案:测试期间用非导电塑料工具对COF区域施加轻微压力,缺失的线条暂时恢复,确认了诊断结论。更换了LCD面板。损坏面板送交回收。总停机时间:2小时。
5. 预防性维护计划
| 维护任务 | 频率 | 具体内容 |
|---|---|---|
| 外观检查 | 每周 | 检查显示器是否有闪烁、颜色异常、物理损坏 |
| 连接器检查 | 每月 | 确认所有线缆连接牢固,检查是否有腐蚀 |
| 通风口清洁 | 每季度 | 用压缩空气清洁通风口和散热片 |
| 电源测试 | 每半年 | 在显示器接口处测量电源电压和纹波 |
| 全系统校准 | 每年 | 校准显示器的色彩、亮度和几何参数 |
| 背光亮度测量 | 每年 | 用照度计测量亮度;若低于原始规格的70%则更换 |
6. 测试设备参考
下表列出诊断工业显示器故障所需的基本测试设备及其大致价格范围。
| 工具/仪器 | 测量对象 | 参考价格范围(人民币) | 推荐用途 |
|---|---|---|---|
| 数字万用表(DMM) | 电压、电流、电阻、通断 | 100 - 800 | 基础电源检查、保险丝测试、线缆通断 |
| 示波器(2通道,50-100 MHz) | 信号波形、纹波、时序、视频信号完整性 | 1,500 - 5,000 | 纹波测量、RGB信号分析、同步脉冲检测 |
| 手持式VGA/HDMI测试图案发生器 | 输出各种分辨率下的标准测试图案 | 500 - 2,000 | 区分显示面板故障与信号源故障 |
| 直流电源(0-30V,3-5A) | 为台面测试显示器提供替代电源 | 300 - 1,500 | 在机床外独立测试显示器 |
| 防静电维修工具套装 | 防止维修过程中的静电损害 | 100 - 400 | 安全操作LCD驱动板和控制器PCB |
| 照度计/亮度计 | 显示器亮度(cd/m²或lux) | 100 - 600 | 量化显示亮度不足,追踪背光随时间衰减 |
| 热成像仪 | 电路板上的温度分布 | 1,000 - 4,000 | 定位过热元件、故障稳压器和短路点 |
| 线缆测试仪(HONDA 20芯/DB9/DB15) | 信号线缆的引脚间通断和短路检测 | 200 - 800 | 快速验证线缆故障,无需逐一手动测试引脚 |
| 电容/ESR表 | 电容健康状况(容值和等效串联电阻) | 200 - 1,000 | 在电解电容引发明显症状前识别其劣化 |
| 逻辑分析仪(8-16通道) | 数字总线信号(SPI、I2C、并行RGB) | 500 - 3,000 | 调试控制器与显示驱动板之间的通信 |
提示:对于大多数CNC显示器现场诊断,一台良好的数字万用表和一台基础示波器可覆盖约85%的故障排查场景。其余设备主要用于显示PCB的台面级维修。
7. 何时升级vs维修
| 场景 | 建议措施 | 理由 |
|---|---|---|
| CRT显示器使用超过10年 | 升级为LCD | 维修成本将不断累积;LCD使用寿命长4-5倍 |
| 每年出现多次CRT故障 | 升级为LCD | 反复维修的费用已超过LCD投入成本 |
| LCD背光故障(使用不足3年) | 维修背光 | 成本合理;LCD面板仍有多年使用寿命 |
| LCD面板损坏 | 更换整个LCD单元 | 单独更换面板的成本往往超过整机价格 |
| 显示驱动板故障(型号已停产) | 整体升级显示器 | 停产驱动IC可能无法获取;整体更换确保长期可维护性 |
如需专业的显示器维护和升级服务,请联系深圳市江图科技有限公司,邮箱:[email protected]